The 5 most common injection molding defects and how to fix them
During the injection molding process, molten plastic is injected into a mold under high pressure. The material flows through the mold, fills the cavity, and solidifies within seconds. But in that short time, many things can go wrong. In this blog, we discuss the five most common injection molding defects and how to effectively resolve them.
Summary
- Sink marks are caused by uneven shrinkage in thicker sections of a product and can be reduced by optimizing wall thickness and cooling
- Flow lines are wavy patterns on the surface, usually aesthetic, and are caused by uneven cooling or low injection speed.
- Short shots occur when the mold is not completely filled and can be resolved by injecting more material or adjusting gate design.
- Burn marks are discolorations caused by overheating or trapped air and can be prevented by optimizing temperature and ventilation.
- Warping is deformation caused by uneven shrinkage and can be minimized through uniform wall thickness, symmetrical design, and optimal cooling.
Table of contents
1. Sink Marks
Sink marks are a common quality issue in injection molding and can negatively affect both the appearance and dimensional stability of a product. They often appear subtly but usually indicate underlying problems in design or process settings. In this section, we explain what sink marks are, what causes them, and how they can be effectively prevented or resolved.
What are sink marks?
Sink marks are small depressions or craters that appear in thicker sections of a product. They are caused by the inner material shrinking more rapidly during the cooling process.
What causes them?
Sink marks can be caused by the following:
- Uneven wall thickness
- Insufficient cooling
- Low injection pressure
- Excessively high temperature near the gate
How do you fix them?
The sink marks can be resolved by:
- Optimizing the cooling process (time and temperature)
- Adjusting the wall thickness in the product design

Example of an injection molding defect: sink marks
2. Flow Lines
Flow lines are a common visual phenomenon in injection molded products and are especially noticeable due to their distinct pattern or color variation. Although they usually do not affect the strength of the product, they can be undesirable for parts with high aesthetic requirements. In this section, we explain how to recognize flow lines, what causes them, and which measures can be taken to prevent or reduce them.
How do you recognize flow lines?
Flow lines appear as wavy patterns, often in a slightly different shade than the rest of the product. They typically occur in narrow sections of the mold.
Are they harmful?
Usually not. Flow lines rarely affect the structural integrity, but they can negatively impact the product’s appearance.
Causes
The causes of flow lines include:
- Uneven cooling
- Temperature that is too low
- Injection speed that is too low
- Incorrect material selection
- Colorants
- Geometry
Solutions
Solutions for flow lines include:
- Increase the temperature
- Increase the injection speed
- Consider using a different type of plastic
- Adjust the product design
- Perform a mold flow analysis to detect issues in advance

Example of injection molding defect: flow lines
3. Short shot
A short shot is a clear and often immediately visible injection molding defect that indicates a disruption in the mold filling process. This defect can severely affect both the appearance and functionality of the product. In this section, we explain what a short shot is, what causes it, and how it can be effectively resolved.
What is a short shot?
A short shot occurs when the molten plastic does not completely fill the mold, resulting in an incomplete product.
Possible causes
The causes of a short shot include:
- Insufficient injected material
- Gates that are too narrow in the mold design
- Material with excessively high viscosity
- A mold that’s too cold, causing the plastic to solidify too quickly
Solutions
Short shots can be resolved by:
- Increasing the amount of injected material
- Adjusting the mold design (wider gates)
- Choosing a plastic with better flow properties
- Optimizing the mold temperature

Example of an injection molding defect: short shot product
TIP
Digital mold flow simulations are highly valuable for predicting and preventing short shots in advance.
4. Burn marks
Burn marks are a noticeable injection molding defect that is immediately visible on the surface of a product. They are usually caused by issues with temperature control or insufficient venting of the mold. In this section, we explain what burn marks are, what causes them, and which measures can be taken to easily prevent them.
What are burn marks?
Burn marks are black or rust-colored discolorations on the surface of a product.
What causes them?
Burn marks are caused by:
- Overheating
- Trapped air in the mold
Solutions
To resolve burn marks, you can:
- Lower the temperature
- Reduce the injection speed
- Add venting channels or gas vents
Although burn marks are often only an aesthetic issue, they are relatively easy to prevent with proper mold ventilation.

Example of an injection molding defect: burn marks on plastic.
5. Warping
Warping is a common deformation issue in injection molding that can negatively affect the dimensional accuracy and functionality of a product. It is caused by uneven shrinkage during the cooling process and is especially common in complex or asymmetrical designs. This section explains what warping is, its causes, and how deformation can be prevented.
What is warping?
Warping is a deformation that occurs when different parts of a product shrink unevenly during cooling, similar to how wood can warp.
Common causes
The causes of warping include:
- Too fast or uneven cooling
- Inconsistent wall thickness
- Asymmetrical designs
- Tension in material
Solutions
Warping can be resolved by:
- Optimizing the cooling process
- Redesigning the product with uniform wall thickness
- Ensuring a symmetrical design where possible
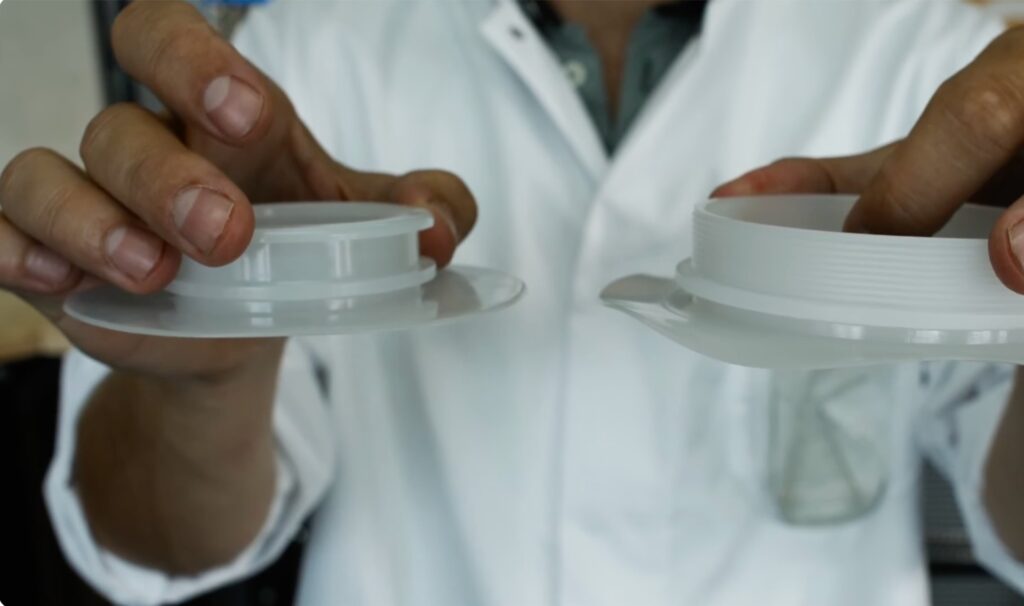
Example of an injection molding defect: warping
Prevention: the bigger picture
Although the causes often seem simple, solving injection molding defects can be complex. When you adjust one parameter, for example by increasing the temperature, other defects may appear. That is why a holistic approach is essential when producing a plastic part.
An experienced injection molding partner helps you optimize:
- Material temperature
- Injection speed
- Mold design
- Cooling configuration
- Material choice
- Budget for molds and equipment
This ensures a reliable and efficient production process.
Conclusion
Common injection molding defects such as sink marks, flow lines, short shots, burn marks, and warping are often caused by design or process-related issues. By properly aligning material selection, mold design, injection parameters, and cooling, these defects can be effectively prevented. A holistic approach with an experienced injection molding partner ensures a reliable and high-quality final product.
Want to have your product developed?
Do you have a product idea or want a quick price estimate? Contact us and we will assist you right away.