
De 5 meest voorkomende spuitgietdefecten en hoe je ze oplost
Tijdens het spuitgietproces wordt vloeibare kunststof onder hoge druk in een matrijs geïnjecteerd. De kunststof stroomt door de matrijs, vult de holte en stolt binnen enkele seconden. Maar in die korte tijd kan er van alles misgaan. In deze blog bespreken we de vijf meest voorkomende spuitgietdefecten én hoe je ze effectief kunt oplossen.
Samenvatting
- Sink marks ontstaan door ongelijke krimp in dikkere delen van het product en kunnen worden verminderd door wanddiktes en koeling te optimaliseren.
- Flow lines zijn golvende patronen op het oppervlak, meestal esthetisch, en ontstaan door ongelijke afkoeling, pigment wisseling in kleurstof of lage injectiesnelheid.
- Short shots ontstaan wanneer de matrijs niet volledig wordt gevuld en kunnen worden opgelost door beter vloeiend materiaal te injecteren en/of aanspuitpunten aan te passen.
- Burn marks zijn verkleuringen door oververhitting of opgesloten lucht en kunnen voorkomen worden door temperatuur en/of ontluchting te optimaliseren.
- Warping is vervorming door ongelijkmatige krimp en kan worden beperkt door uniforme wanddiktes, symmetrisch ontwerp en optimale koeling.
Inhoudsopgave
1. Sink Marks
Sink marks zijn een veelvoorkomend kwaliteitsprobleem bij spuitgieten en kunnen het uiterlijk én de maatvastheid van een product negatief beïnvloeden. Ze ontstaan vaak subtiel, maar wijzen meestal op onderliggende problemen in ontwerp of procesinstellingen. In dit onderdeel leggen we uit wat sink marks zijn, waardoor ze ontstaan en hoe ze effectief kunnen worden voorkomen of opgelost.
Wat zijn sink marks?
Sink marks zijn kleine kuiltjes of kraters die ontstaan in dikkere delen van een product. Ze worden veroorzaakt doordat het binnenste materiaal sneller krimpt tijdens het afkoelen.
Waardoor ontstaan ze?
Sink marks kunnen ontstaan door het volgende:
- Oneffen wanddiktes
- Onvoldoende koeling
- Lage injectiedruk
- Te hoge temperatuur in de omgeving van de aanspuitpunten
Hoe los je ze op?
De sink marks los je op door:
- Het koelingsproces (tijd en temperatuur) te optimaliseren
- De wanddikte in het productontwerp aan te passen

Voorbeeld spuitgietdefect: sink mark.
2. Flow Lines
Flow lines zijn een veelvoorkomend visueel verschijnsel bij spuitgietproducten en vallen vooral op door hun afwijkende patroon of kleur. Hoewel ze vaak geen invloed hebben op de sterkte van het product, kunnen ze wel ongewenst zijn bij onderdelen met hoge esthetische eisen. In dit onderdeel wordt uitgelegd hoe je flow lines herkent, wat de oorzaken zijn en welke maatregelen je kunt nemen om ze te voorkomen of te verminderen.
Hoe herken je flow lines?
Flow lines verschijnen als golvende patronen en/of lijnen, vaak in een iets andere tint dan de rest van het product. Ze komen meestal voor bij verstoring van de vloei in het product.
Zijn ze schadelijk?
Meestal niet. Flow lines beïnvloeden zelden de structurele kwaliteit, maar ze kunnen het uiterlijk van het product verstoren.
Oorzaken
De oorzaken van flow lines zijn:
- Ongelijke afkoeling
- Te lage temperatuur
- Te lage injectiesnelheid
- Onjuiste materiaalkeuze
- Kleurstoffen
- Geometrie
Oplossingen
Oplossingen voor flow lines zijn:
- Verhoog de temperatuur
- Verhoog de injectiesnelheid
- Overweeg een ander type kunststof
- Pas het productontwerp aan
- Voer een moldflow-analyse uit om problemen vooraf te detecteren

Voorbeeld spuitgietdefect: flow lines
3. Short shot
Een short shot is een duidelijk en vaak direct zichtbare spuitgiet fout die duidt op een verstoring in het vulproces van de matrijs. Dit defect kan zowel het uiterlijk als de functionaliteit van het product ernstig beïnvloeden. In dit onderdeel wordt uitgelegd wat een short shot precies is, welke oorzaken hieraan ten grondslag liggen en hoe dit probleem effectief kan worden opgelost.
Wat is een short shot?
Een short shot ontstaat wanneer de vloeibare kunststof de matrijs niet volledig vult. Het resultaat: een incompleet product.
Mogelijke oorzaken
De oorzaken van een short shot zijn:
- Te weinig geïnjecteerd materiaal
- Te kleine aanspuitpunten in het matrijsontwerp
- Te hoge viscositeit van het materiaal
- Een matrijs die te koud is, waardoor de kunststof te snel stolt
Oplossingen
Short shots los je op door:
- De hoeveelheid injectiemateriaal te verhogen
- Het ontwerp van de matrijs aan te passen (andere aanspuitpunten)
- Een kunststof te kiezen met betere vloei-eigenschappen
- De matrijstemperatuur te optimaliseren

Voorbeeld van een short shot defect
Tip
Digitale moldflow-simulaties kunnen bijdragen om short shots wooraf te voorspellen en te voorkomen.
4. Burn marks
Burn marks zijn een opvallende spuitgietdefect die direct zichtbaar is op het oppervlak van het product. Ze ontstaan meestal door problemen met temperatuurbeheersing of onvoldoende ontluchting van de matrijs. In dit onderdeel wordt uitgelegd wat burn marks zijn, waardoor ze ontstaan en welke maatregelen je kunt nemen om ze eenvoudig te voorkomen.
Wat zijn burn marks?
Burn marks zijn zwarte of roestkleurige verkleuringen op het oppervlak van een product.
Waardoor worden ze veroorzaakt?
Burn marks worden veroorzaakt door:
- Oververhitting
- Opgesloten lucht in de matrijs
Oplossingen
Om burn marks op te lossen kun je het volgende doen:
- Verlaag de temperatuur
- Verlaag de injectiesnelheid
- Plaats ontluchtingskanalen of gasvents
Hoewel burn marks vaak alleen een esthetisch probleem vormen, zijn ze relatief eenvoudig te voorkomen met een goede ontluchting van de matrijs.

Voorbeeld spuitgietdefect: burn marks op plastic.
5. Warping
Warping is een veelvoorkomend vormafwijking probleem bij spuitgieten dat de maatvastheid en functionaliteit van een product kan aantasten. Het ontstaat door ongelijkmatige krimp tijdens het afkoelproces en komt vooral voor bij complexe of asymmetrische ontwerpen. Dit onderdeel legt uit wat warping is, wat de oorzaken zijn en hoe je vervorming kunt voorkomen.
Wat is warping?
Warping is een vervorming die optreedt wanneer verschillende delen van een product ongelijk krimpen tijdens het afkoelen, vergelijkbaar met hout dat kromtrekt.
Veelvoorkomende oorzaken
Oorzaken van warping zijn:
- Te snelle of ongelijke koeling
- Wanddiktes die niet consistent zijn
- Asymmetrie in het ontwerp
- Spanning in materiaal
Oplossingen
Warping kun je oplossen door het volgende te doen:
- Optimaliseer de koeling
- Herontwerp het product met uniforme wanddiktes
- Zorg voor een symmetrisch ontwerp waar mogelijk
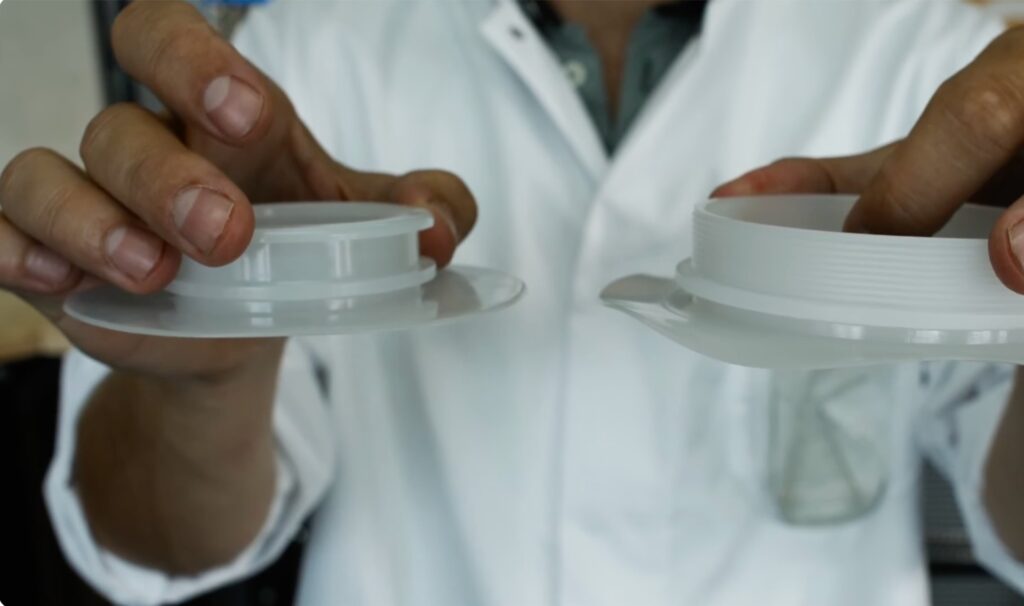
Voorbeeld spuitgietdefect: warping
Preventie: het totaalplaatje
Hoewel de oorzaken vaak eenvoudig lijken, kan het oplossen van spuitgietdefecten complex zijn. Wanneer je één parameter aanpast, bijvoorbeeld door de temperatuur te verhogen, kunnen er andere defecten ontstaan. Daarom is een holistische benadering essentieel bij het maken van een plastic product.
Een ervaren spuitgietpartner helpt je bij het optimaliseren van:
- Materiaaltemperatuur
- Injectiesnelheid
- Matrijsontwerp
- Koelingsconfiguratie
- Materiaalkeuze
- Budget voor matrijzen en apparatuur
Hierdoor wordt een betrouwbaar en efficiënt productieproces gegarandeerd.
Conclusie
Veelvoorkomende spuitgiet defecten, zoals sink marks, flow lines, short shots, burn marks en warping ontstaan vaak door ontwerp- of procesproblemen. Door materiaal, matrijsontwerp, injectie parameters en koeling goed af te stemmen, kunnen deze defecten effectief worden geminimaliseerd. Een holistische aanpak met een ervaren spuitgietpartner zorgt zo voor een betrouwbaar en kwalitatief hoogstaand eindproduct.
Uw product laten ontwikkelen?
Heeft u een productidee of wilt u snel een prijsindicatie? Neem contact op en wij helpen u direct verder.




